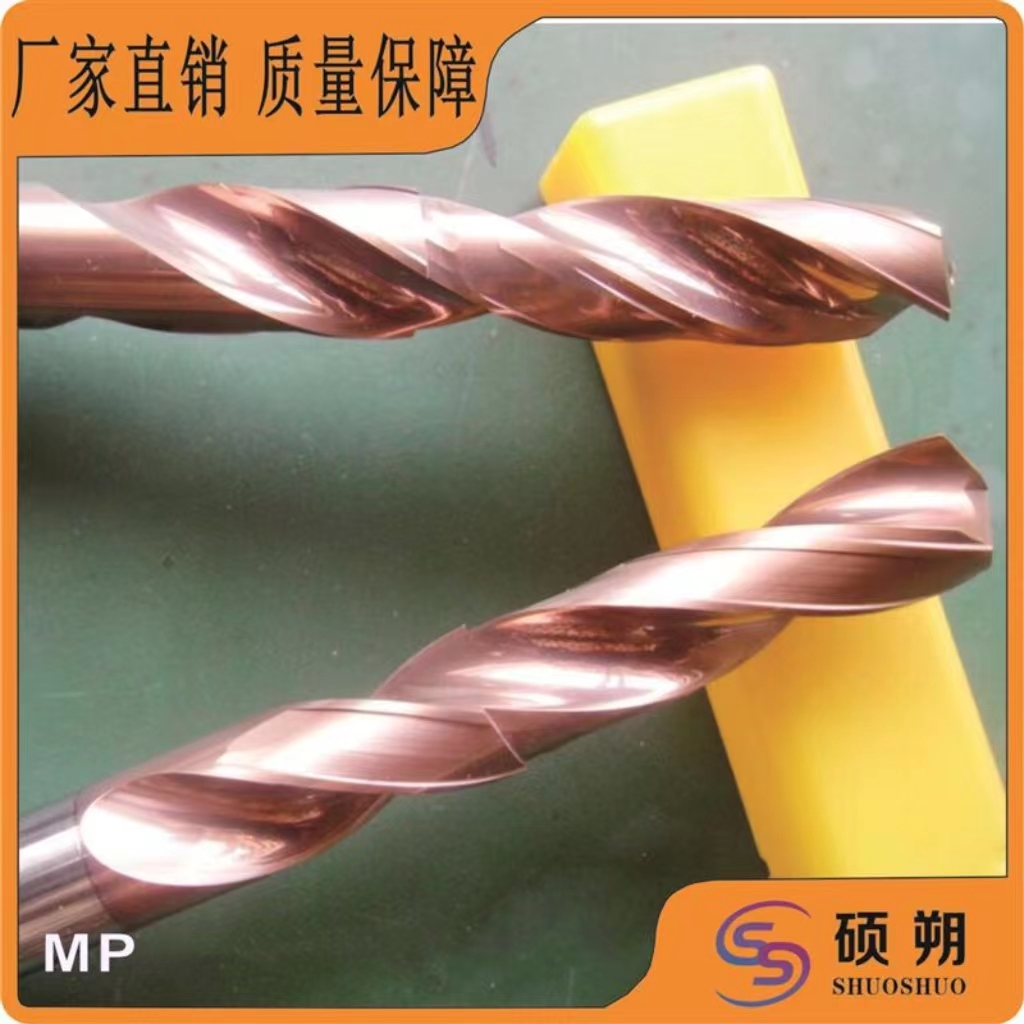
硬質合金S類不同鉆尖形式定做及返修
硬質合金麻花鉆頭S型刃鉆尖,從鉆尖的端面投影看,其橫刃為S形。從正面投影中可以看到鉆尖中部略鼓,呈拋物線冠狀。采用在橫刃兩端開切削槽的方法來減小橫刃長度,減輕擠壓,從而減小軸向力和扭矩,并解決鉆尖的負前角切削和直線接觸方式定心性能差的問題。依照拋物線冠狀和橫刃形狀,可以將S刃鉆尖分為三種類型,即高冠S刃、低冠S刃和低冠小S刃。
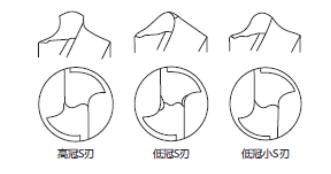
硬質合金鉆頭高冠S刃鉆尖:
硬質合金鉆頭中S刃鉆尖切削部分(L。)較長,S刃冠狀曲率較大。
特點:由于切削部分較長(L。),基本消除了負前角,甚至可實現正前角切削,所以不必另加橫刃切削槽。修磨效率高,適于修磨厚鉆芯刀具。但鉆尖尖端部分相對薄弱,強度較差,不適合高速加工高硬度工件。鉆尖材質需采用具有較好韌性的材料(如高速鋼類),適合加工薄板。
硬質合金鉆頭低冠S刃鉆尖:
鉆尖切削部分(L。)較短,S刃冠狀曲率較小。從端面投影方向可看出橫刃為大S形,中間局部可為一小段直線,橫刃部分有兩個小槽,可減小鉆尖部分的負前角。
特點:因切削部分(L。)相對較短,鉆尖尖端及主切削刃強度較好;由于鉆尖S刃冠狀曲率小,因此自定心性及穩定性均優于高冠S刃鉆尖。開橫刃前角后,鉆削性能明顯改善,既保留了高冠S刃鉆尖的優點,又提高了鉆尖尖端的強度。適用于加工較硬材料的工件(如鋼件、鑄鐵件等)。鉆頭材質可采用高速工具鋼、硬質合金或其它高硬度材料。此類鉆頭的修磨較復雜,要求較高。
硬質合金鉆頭低冠小S刃鉆尖:
此類鉆尖形狀與高冠S刃鉆尖相似,其橫刃也為小S形,鉆尖頂角(2θ)較上述兩類鉆尖更大,主切削刃短((L。相對較短),冠狀曲率較小。
特點:因主切削刃較短,因此加工中的扭矩較小;由于主切削刃強度高、冠狀曲率小,因此自定心性和穩定性均比高冠S刃鉆尖好。另外,小S刃鉆尖無負前角產生,因此不需在橫刃處加槽,既控制了軸向力,又減小了扭矩,可極大地改善切削性能。適于修磨高硬度材料(如硬質合金類)小螺旋角鉆頭。

碩朔使用數控工具磨床進行硬質合金麻花鉆頭S型刃鉆頭返修復研磨,有效保證修磨精度要求。
SS碩朔生產、定制各類鎢鋼合金刀具產品,鎢鋼鉆頭、內冷臺階鉆頭、硬質合金成型刀具產品等,提提供相關刀具返修研磨服務(修磨)精度高、交期及時。
硬質合金S類不同鉆尖形式定做及返修
硬質合金麻花鉆頭S型刃鉆尖,從鉆尖的端面投影看,其橫刃為S形。從正面投影中可以看到鉆尖中部略鼓,呈拋物線冠狀。采用在橫刃兩端開切削槽的方法來減小橫刃長度,減輕擠壓,從而減小軸向力和扭矩,并解決鉆尖的負前角切削和直線接觸方式定心性能差的問題。依照拋物線冠狀和橫刃形狀,可以將S刃鉆尖分為三種類型,即高冠S刃、低冠S刃和低冠小S刃。
硬質合金鉆頭高冠S刃鉆尖:
硬質合金鉆頭中S刃鉆尖切削部分(L。)較長,S刃冠狀曲率較大。
特點:由于切削部分較長(L。),基本消除了負前角,甚至可實現正前角切削,所以不必另加橫刃切削槽。修磨效率高,適于修磨厚鉆芯刀具。但鉆尖尖端部分相對薄弱,強度較差,不適合高速加工高硬度工件。鉆尖材質需采用具有較好韌性的材料(如高速鋼類),適合加工薄板。
硬質合金鉆頭低冠S刃鉆尖:
鉆尖切削部分(L。)較短,S刃冠狀曲率較小。從端面投影方向可看出橫刃為大S形,中間局部可為一小段直線,橫刃部分有兩個小槽,可減小鉆尖部分的負前角。
特點:因切削部分(L。)相對較短,鉆尖尖端及主切削刃強度較好;由于鉆尖S刃冠狀曲率小,因此自定心性及穩定性均優于高冠S刃鉆尖。開橫刃前角后,鉆削性能明顯改善,既保留了高冠S刃鉆尖的優點,又提高了鉆尖尖端的強度。適用于加工較硬材料的工件(如鋼件、鑄鐵件等)。鉆頭材質可采用高速工具鋼、硬質合金或其它高硬度材料。此類鉆頭的修磨較復雜,要求較高。
硬質合金鉆頭低冠小S刃鉆尖:
此類鉆尖形狀與高冠S刃鉆尖相似,其橫刃也為小S形,鉆尖頂角(2θ)較上述兩類鉆尖更大,主切削刃短((L。相對較短),冠狀曲率較小。
特點:因主切削刃較短,因此加工中的扭矩較小;由于主切削刃強度高、冠狀曲率小,因此自定心性和穩定性均比高冠S刃鉆尖好。另外,小S刃鉆尖無負前角產生,因此不需在橫刃處加槽,既控制了軸向力,又減小了扭矩,可極大地改善切削性能。適于修磨高硬度材料(如硬質合金類)小螺旋角鉆頭。
碩朔使用數控工具磨床進行硬質合金麻花鉆頭S型刃鉆頭返修復研磨,有效保證修磨精度要求。
SS碩朔生產、定制各類鎢鋼合金刀具產品,鎢鋼鉆頭、內冷臺階鉆頭、硬質合金成型刀具產品等,提提供相關刀具返修研磨服務(修磨)精度高、交期及時。







 在線客服
在線客服